2026年6月25日
研削研磨に関わる基礎知識・現場の声をお届けします📡
■面取り~めんとり~chamferingとは?
面取りとはレンズやプリズムなどの角を研削や研磨ですり落とすことを言います。
まず、切りっぱなしの材料のエッジ(端部)は、非常に鋭利な状態です。

【研削加工後のBK7。端部は鋭利な直角】
これを「ピン角」と言ったりします。
この角を取り去り、作業者が手を切るなどのトラブルが起きないよう予防的に施すのが面取り加工です。
・面取り加工の種類
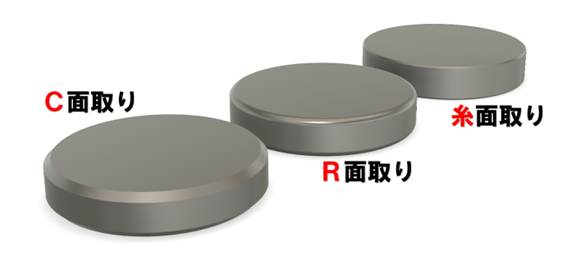
面取りには主に3種類の言葉が使われます。
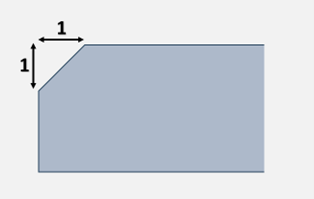
①C面取り(しーめんとり)
C面取りは最も一般的な面取り加工で、エッジを45°の角度で斜めに削り落とします。
寸法表記としては、例えばC1と言えば縦1mm、横1mmの大きさの斜面の事を言います。
斜面の長さではないことがポイントです。
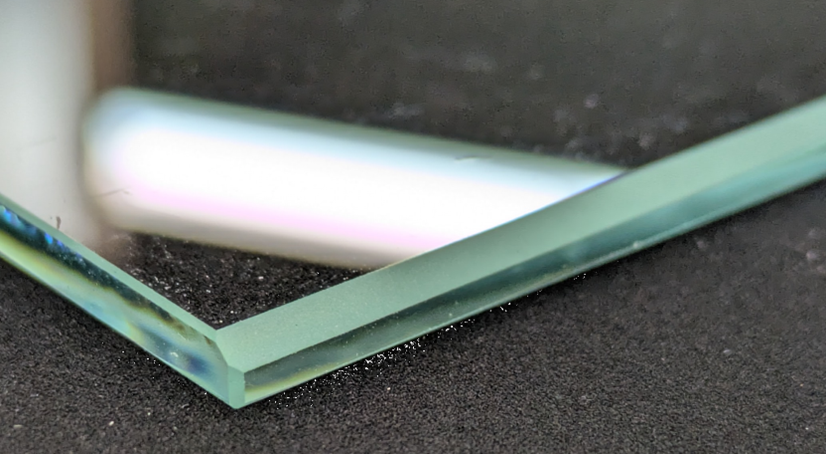
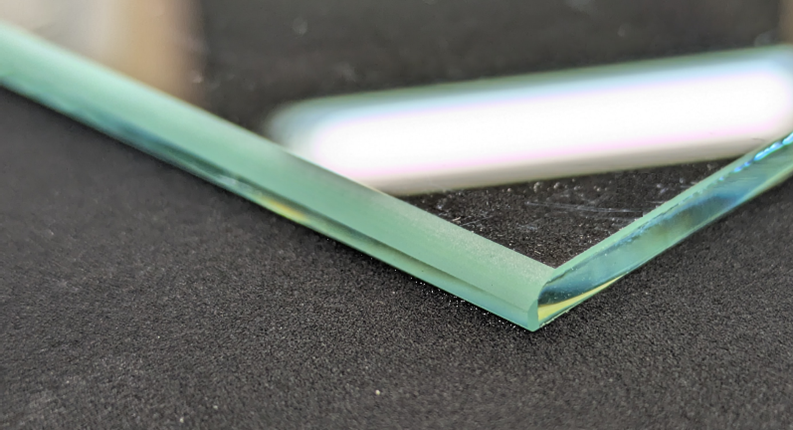
【C1面取りされた青板ガラス】
②R面取り(あーるめんとり)
C面取りが真っ直ぐ削り落とすのに対し、R面取りは円を描くように丸く加工します。
寸法表記はR1などと表され、これは半径1mmの円弧の大きさで丸めることを意味します。
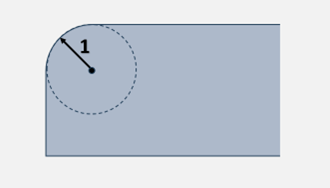
【R1面取りされた青板ガラス】
③糸面取り(いとめんとり)
一見するとわからない程度(~0.5mm)の、まさに糸のような小さな面取り加工です。
主に端部に残るバリや微少なチッピングを取る時に使われます。
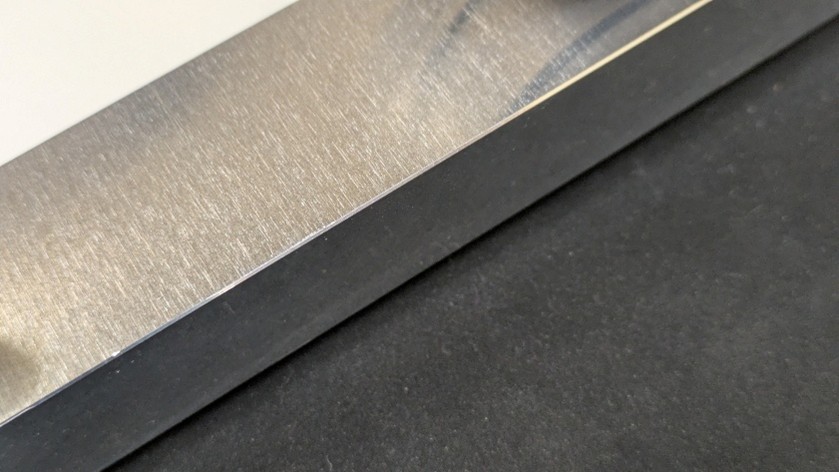
【糸面取りされたアルミ角材】
・研削研磨における面取りの本質的意味とは
ガラスの研削研磨工程で、ワークに事前加工として面取りを行う主な目的は、
単に安全性向上のためだけではありません。
その他の主な理由を挙げると、
・欠け(チッピング)の防止
ガラスの角部は応力が集中しやすく、非常に脆弱です。
キャリアとの接触、他のワークとの接触、搬送時の衝撃などによって角が欠けやすくなります。
一度チッピングが発生すると、その亀裂が内部へ進展し、後工程でさらに大きな欠陥になることがあります。
そのため、「角を最初から取り去っておく」という考え方がとても重要となります。
・ラップ定盤や研磨パッドの保護
鋭利なエッジは、定盤や研磨パッドを引っかき、傷付けるトラブルの原因になります。
面取りは消耗品保護の観点からも重要です。
また安全な加工はクラッシュ等のリスクを軽減し、歩留まり向上へつながります。
・品質の向上
研削研磨工程ではエッジ周辺に応力が集中し、ロールオフもしくはフチダレが発生します。
あらかじめ面取りしておくと、どこまでが有効面でどこからが捨て代なのかを明確にできます。
光学部品では特に重要です。
~面取りは「単に安全性と見た目を良くする加工」ではない~
ガラスの角に潜む応力集中とチッピングのリスクを事前に除去し、
後工程の歩留まりを確保するための保険という意味合いが非常に大きいです。
特に薄板や大径基板になるほど、増々その重要性は高まるでしょう。

【面取りを施した後、研磨されたレンズ】
————————————————————————————————————
関連記事

